不容错过的广州 本地 圆钢耐磨450钢板可定制视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:广州 本地 圆钢耐磨450钢板可定制的图文介绍
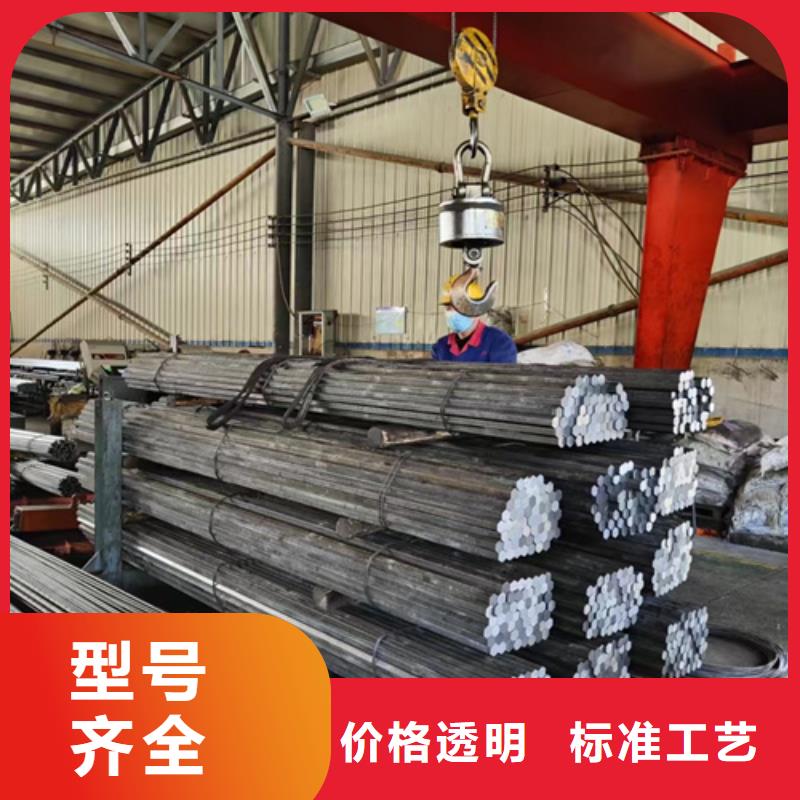
【多麦金属】高锰耐磨耐候钢板生产厂家地理条件优越,交通便捷。公司以“ Q460C钢板、质量求生存,信誉求发展!”为企业目标,以“打造品牌,树立形象!”为企业宗旨,不断挑战自我,越超自我。


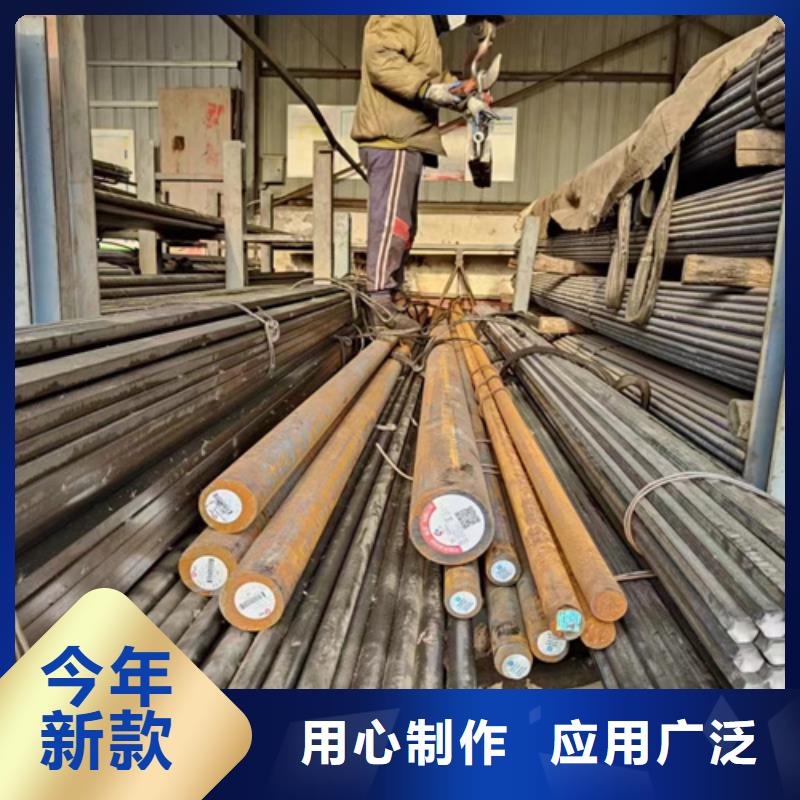
9SiCr是一种专用刀具钢,也可用来制造机床附件和冷作模具,如打印模、广州同城滚齿模、广州同城搓丝板、广州同城冷冲模等,正逐步应用到载荷较大的模具,部分用来取代Cr12钢。由于钢中铬和硅元素的共同作用,使钢材的淬透性提高。钢中合金元素硅起固溶强化作用,同时使钢的临界点提高,淬火后的残留奥氏体较少,回火稳定性也较高9SiCr钢球化退火工艺有两种:一种是常规球化退火工艺,将工件加热到800℃~810℃,保温2~4 h,然后缓慢冷却到500℃左右出炉;另一种是等温球化退火工艺,将工件加热到800℃~810℃,保温2~4 h,速冷到700℃~720℃,再保温4~6 h、广州同城然后炉冷到500℃左右出炉,退火硬度低于或等于229 HBS。球化不良时,硬度偏高,难于机械加工。须锻造的钢材在球化退火后检查球化情况。不经锻造的钢材,需要检查原材料的球化情况。市场上供应的钢材1~5级都为合格,但重要工件必须控制在2~4级以内。一般来说,9SiCr钢球化退火后碳化物球都比较均匀、广州同城细小圆钢



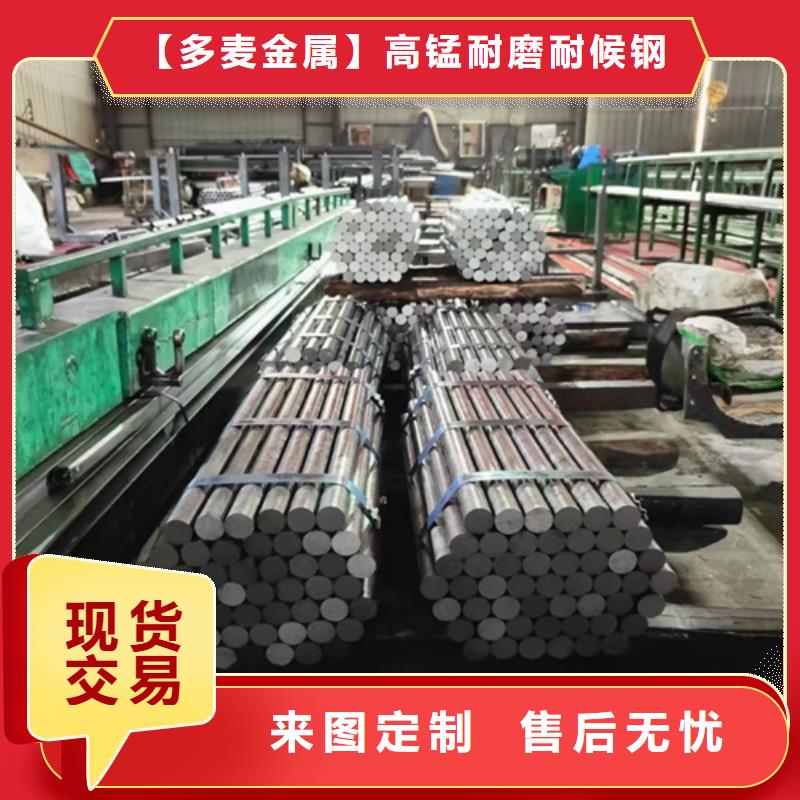
【多麦金属】高锰耐磨耐候钢板生产厂家专业制作 Q460C钢板、等。几年来,凭借着广大客户的支持和信赖,凭借着奋斗目标自身忠诚优质的服务,凭借着“诚信、和谐、高效、创新的精神,我们取得了长足的发展,成为同行业中的优质供应商。我司是一家集 Q460C钢板、制造﹑销售、售后服务为一体的专业性公司。为了铸就一个永远的品牌,更为赢得客户广泛的信任,我们一直在努力,在管理上抓质量促效益。从市场调查、产品设计、生产工艺、原材料采购计量、产品检验销售到售后服务都坚持以客户为中心的原则,严格完善了质量管理体系;销售的产品在设备上,实现了流水化作业,并配置了先进的检验检测设备;在技术上不断加强与大院校及科研院所的横向科技协作,重视培养科技力量,充分开发新产品。企业本着“以科技为先导,以质量求生存,以管理出效益,以服务求信誉的经营理念。质量与服务远远超越其他一切,是产品永远满足客户的保证,亦是企业苦心孤诣的经营结果,【多麦金属】高锰耐磨耐候钢板生产厂家衷心希望海内外各界宾朋携手合作,共创辉煌的明天,同收双赢的硕果。



热轧厂生产的热轧60Si2Mn合金圆钢,是在高温下进行轧制和卷取的,60Si2Mn合金圆钢表面在相应的条件下生成的氧化铁皮,能够很牢固地覆盖在60Si2Mn合金圆钢的表面上,并掩盖着60Si2Mn合金圆钢表面的缺陷 [1] 。从轧钢的角度来讲,若将这些带氧化铁皮的60Si2Mn合金圆钢直接送到冷轧机去轧制将会带来许多问题:一是在大压下量的条件下进行轧制,会将氧化铁皮压入60Si2Mn合金圆钢的基体,影响冷轧60Si2Mn合金圆钢的表面质量及加工性能,甚至造成废品;二是氧化铁皮破碎后进入冷却润滑轧辊的乳化液系统会损坏循环设备,缩短乳化液的使用寿命;三是损坏了表面光洁度和加工精度都很高并且价格昂贵的冷轧辊。因此,60Si2Mn合金圆钢在冷轧之前,必须清除其表面氧化铁皮,以保证所生产的冷轧60Si2Mn合金圆钢的表面质量。从生产热镀锌圆钢的角度来讲,采用热轧60Si2Mn合金圆钢直接进行热浸镀锌,也要同采用冷轧钢板一样,在镀锌前要使带钢具有洁净并有活性的表面。为了获得这样的表面,需要对热轧带钢进行处理以除去表面的氧化铁皮,通常的做法是进行酸洗处理。


因此预热温度选为150℃。采用氧-乙炔焰对试件进行加温,先用测温笔粗略判断试件表面的的温度(以笔迹颜色变化快慢进行估计),后用半导体点温计测定,测量点至少应选择三点,以保证试件整体均达到所要求的预热温度。焊接时, 层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。方案Ⅰ和方案Ⅱ的焊接工艺参数见表3、广州同城4。按方案Ⅰ焊表3 方案Ⅰ的焊接工艺参数焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范打底层钨板氩弧焊ER80S-B2L φ2.4 110 12填充层焊条电弧焊E8018-B2 φ3.2 5 85~90 23~25150℃ 715。×75min盖面层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25表4 方案Ⅱ的焊接工艺参数焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12填充层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24 / /盖面层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24接时,层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温缓冷措施。热处理采用方案Ⅰ焊接的试件,焊后应进行局部高温回火处理。热处理的工艺为:升温速度为200℃/h,升到715℃保温1小时15分钟,降温速度100℃/h,降到300℃后空冷。具体采用JL-4型履带式电加热器(1146×310)包绕焊缝,用硅酸铝棉层保温,保温层厚度50mm,温度控制采用DJK-A型电加热器自动控温仪。圆钢





 扫一扫
扫一扫