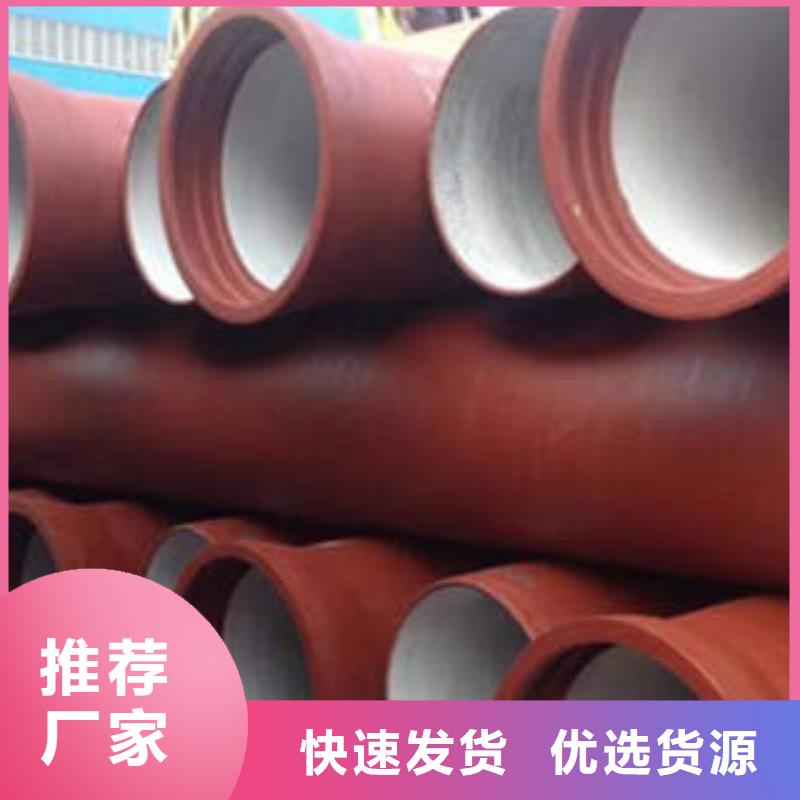
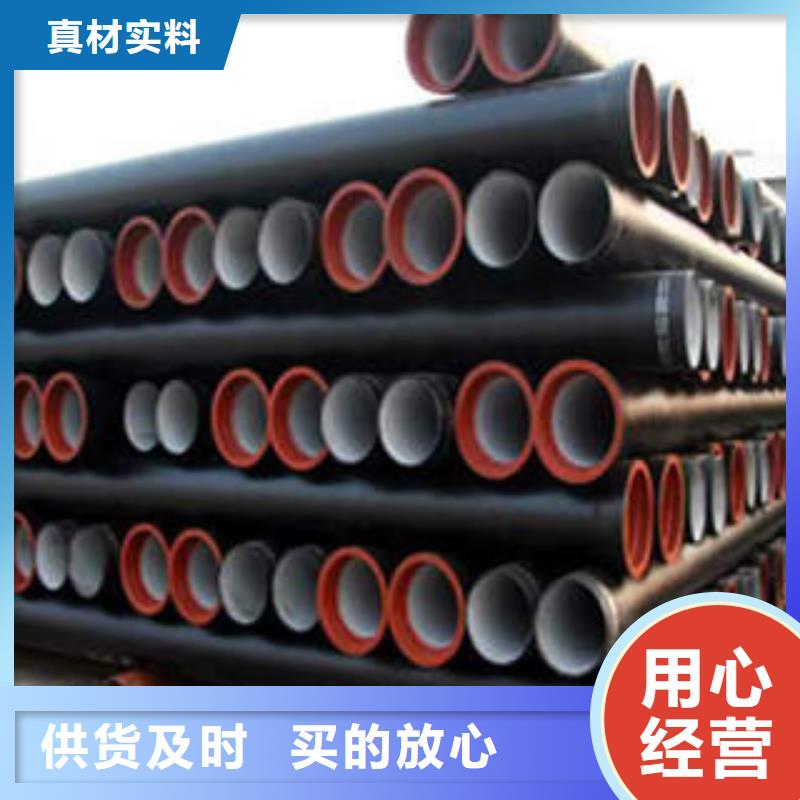
我们的<鹤岗> 本地 球墨铸铁管焊接钢管来图来样定制视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:<鹤岗> 本地 球墨铸铁管焊接钢管来图来样定制的图文介绍
君杰钢管有限公司一直保持高速的发展势头,已为国内众多客户提供了 鹤岗镀锌无缝管、解决方案,并获得了客户高度认可,成为 鹤岗镀锌无缝管、行业的风向标。


会集加净焦,选用全焦矿料制,停用球团矿,进步块矿配比; 选用小风量操作,避免炉凉呈现大的崩滑料; 移出炉内很多凉渣铁; 轻料抵达风口后组织休风,处置风口。在K下将该钢坯热锻成直径0mm的圆钢,并从圆钢的中心截取各种试样,进行模仿操控铸造试验 在试验过程中,查询了加工条件对硬度和强度的影响,球墨铸铁管研讨了能取得更高强度的低温加工条件和加工软质部用的高温加工条件。这样一个浮动支承机构有较强的适应性:不论何种原因造成球墨铸铁管摆放位置的偏差,只要偏差不大,水压机都可以有效的进行打压作业。这给水压机的工作带来很大的便利,不需要精确调整球墨铸铁管的插口位置,也能保证密封装置在高压状态下密封的可靠性。考虑到主液压缸的活塞杆推头装置插口装置的自重很大,在推头装置上设置了支撑导向装置。支撑导向装置由支撑杆和导向轮等组成。支撑导向装置保证了液压缸杆在整个工作过程中,不承受任何侧向力,改善了液压缸活塞杆的受力状态。为了对个对中机提供动力,液压系统配置二台单级叶片泵,型号为YB--BB--JL,配套电动机型号为Y0M--功率KW,转数000r/min。装出料档杆液压缸用一台双联叶片泵型号为YB--/,用一台电动机传动,电动机型号Y0M——,功率KW,转数000r/min。对中机液压系统中设有一个溢流阀,当推动杆不动作时,液压油通过此阀回到邮箱内,当需要推杆前进时,DT得电,溢流阀关闭,同时电磁换向阀DT得电,压力为0MPa的液压油经过换向阀DT,从油缸活塞后部流入推动推头前进,经~s后到达油缸前,由PLC控制装置指令推头自动返回原位,等待下一个指令。C级管是球墨铸铁管的 国际标准规定的产品名称,执行标准代号为ISO:009,在该标准中首次采用该代号,管材用途不变。但本标准与原标准ISO:00的主要不同点是:新标准管道(C级管分类是以管材允许工作压力等级分类,而原标准(如K9级管则是以管材壁厚等级分类。



模型涂覆及烘干
⑵黑区部分
负压系统 震实台 砂箱 砂处理系统
消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。 球墨铸铁管管件形成热裂纹的理论原因和实际原因很多,但根本原因是铸件的凝固方式和凝固时期铸件的热应力和收缩应力。
液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜,如果铸件收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度极限时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。相反,如果开裂处得不到金属液的补充,铸件就会出现热裂纹。



对输送流体的球墨铸铁管及设计压力大于等于0MPa的球墨铸铁管,在压力试验前,下列资料已经建设单位复查:A球墨铸铁管组成件的质量证明书;B球墨铸铁管组成件的检验或试验记录;C管子加工记录;D焊接检验及热处理记录;E设计修改及材料代用文件。
待试球墨铸铁管与无关系统已用盲板或者采取其他措施隔开。待试球墨铸铁管上的安全阀板及仪表元件等已经拆下或加以隔离。试验方案已经过批准,并已进行了交底。水压试验的程序步骤方法水压试验的程序步骤方法如下:连接。
讲试压设备与试压的球墨铸铁管系统相连,试压用的各类阀门压力表安装在试压系统中,在系统的点安装放气阀在系统的点安装泄水阀。。打开系统点的放气阀,关闭系统点的泄水阀,向系统。试压用水应使用纯净水,当对奥氏体不锈钢球墨铸铁管或连有奥氏体不锈钢球墨铸铁管或设备的球墨铸铁管进行试验时,水中氯离子含量不得超过*0-(ppm。
待排气阀连续不断向外排水时,关闭放气阀。检查。系统充水完毕后,不要急于升压,而应先检查一下系统有无渗水漏水现象。升压。吹水检查无异常,可升压,升压用手动试压泵(或电动试压泵,升压过程应平稳,先把压力升到试验压力的一般,对球墨铸铁管系统进行一次的检查,若有问题,应泄压修理,严禁带压修复。
若无异常,则继续升压,待升压至试验压力的/时,在做一次检查,无异常时再继续升压到试验压力,一般分~次升到试验压力。持压。当压力达到试验压力后,稳压0min。再将压力降至设计压力,停压0min,以压力不降无渗漏为合格。



球磨铸铁管怎么试验呢球墨铸铁管安装完毕后,应按设计要求对球墨铸铁管系统进行压力试验。按试验的目的可分为检查球墨铸铁管力学性能的强度试验检查球墨铸铁管连接质量的严密性试验检查球墨铸铁管系统真空保持性能的真空试验和基于防火安全考虑而进行的渗漏试验等。
除真空球墨铸铁管系统和有防火要求的球墨铸铁管系统外,多数球墨铸铁管只做强度试验和严密性试验。球墨铸铁管系统的强度试验和严密性试验,一般采用水压试验,如因设计结构或其他原因,不能采用水压试验时,可采用气压试验。
压力试验应符合下列规定压力试验应以液体为试验介质。当球墨铸铁管的设计压力小于或等于0MPa是,也可采用气体为试验介质,但应采取有效的安全措施。脆性材料严禁使用气体进行压力试验。当现场条件不允许使用液体或气体进行压力试验时,经建设单位同意,可同时采用下列方法代替:A所有焊缝(包括附着件上的焊缝,用液体渗透法或磁粉法进行检验;B对接焊缝用射线照相进行检验。
当进行压力试验时,应划定,无关人员不得进入。压力试验完毕,不得再球墨铸铁管上进行修补。建设单位应参加压力试验,压力试验合格后,应和施工单位一同按规范规定填写球墨铸铁管系统压力试验记录。压力试验前应具备的条件:试验范围内的球墨铸铁管安装工程除涂漆绝热外,已按设计图纸全部完成,安装质量符合有关规定。
球墨铸铁管上的节已设置了临时约束装置。试验用压力表已校验,并在周检期内,其精度不得低于级,表的满刻度值应为被测压力的~倍,压力表不得少于块。符合压力试验要求的液体或气体已经备齐。按试验的要求,球墨铸铁管已经固定。




 扫一扫
扫一扫